ما تولید کننده تجهیزات فرآیندی ویژه ای هستیم که برای نگهداری بخارات، مایعات یا گازها و انجام یک فرآیند خاص طراحی شده اند.
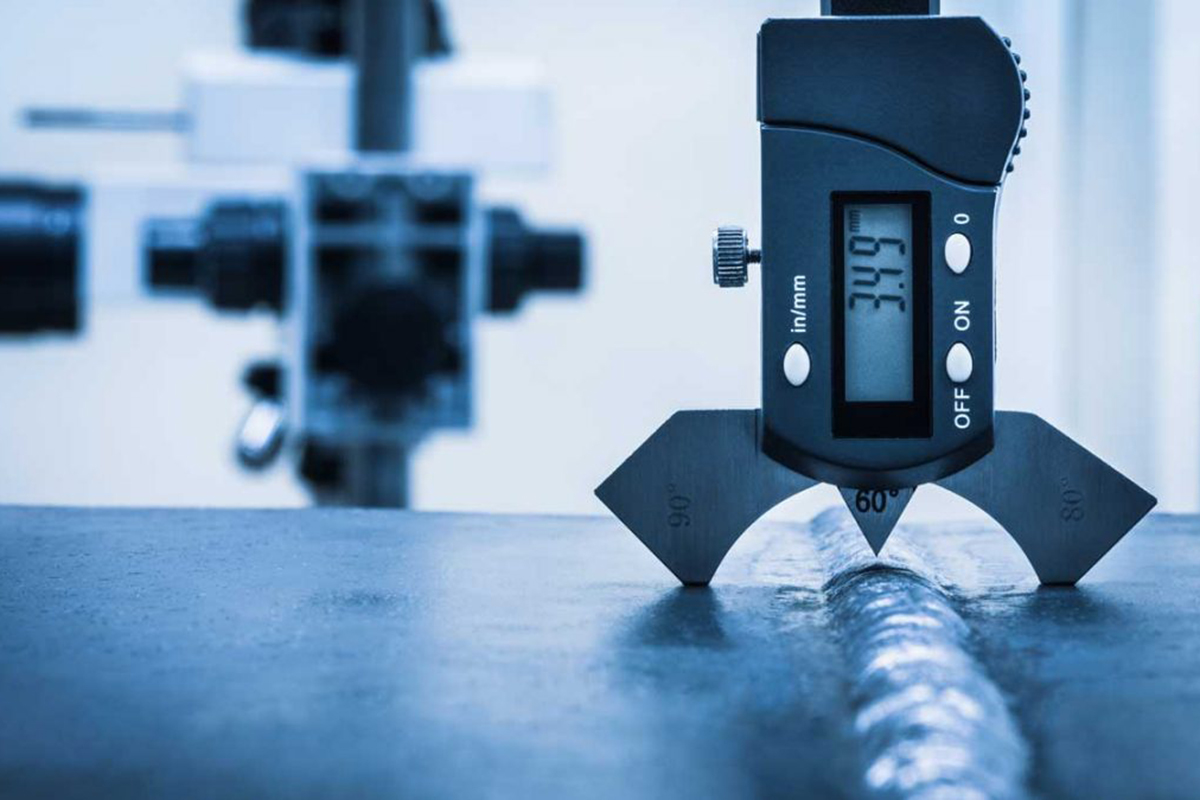
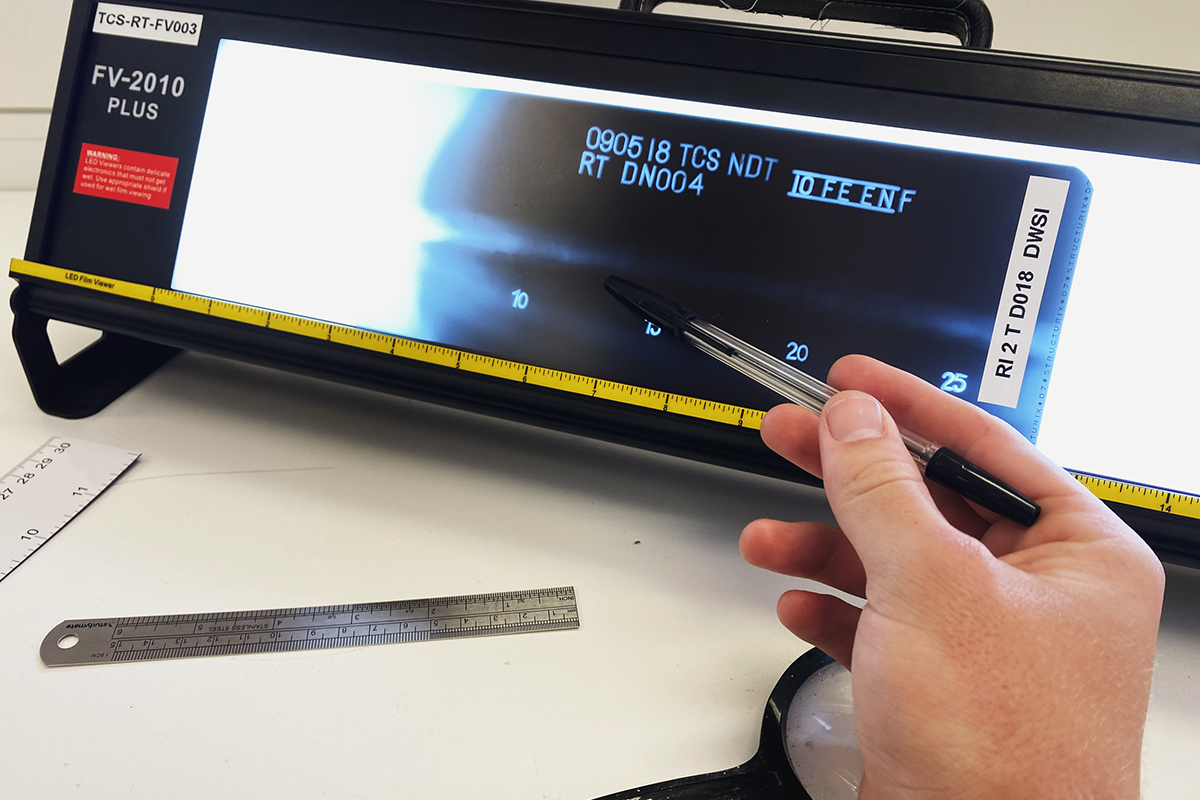
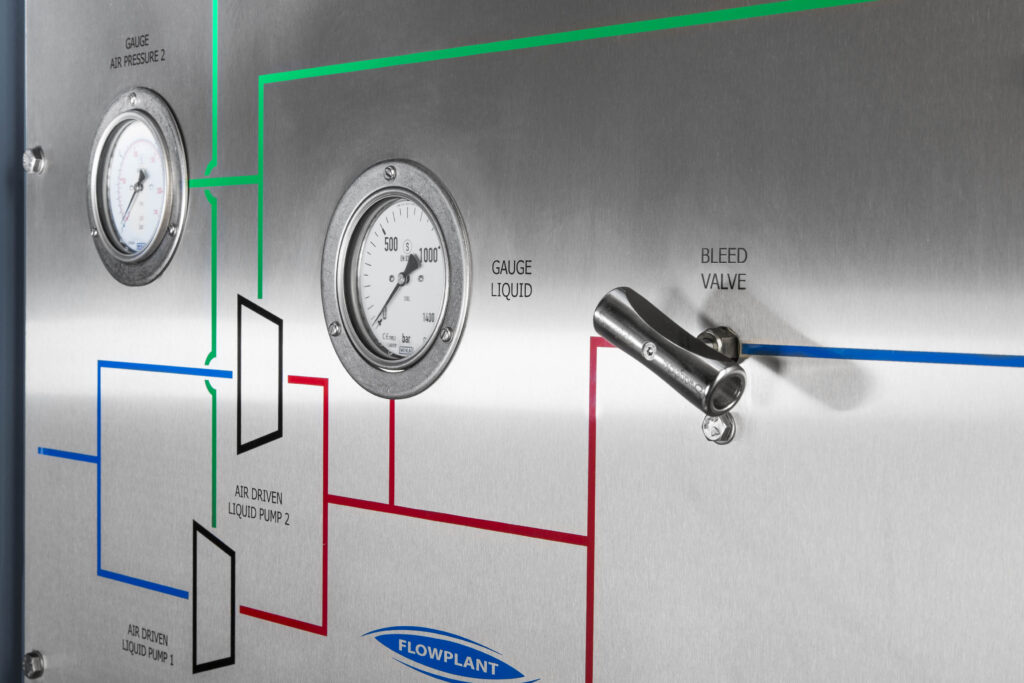
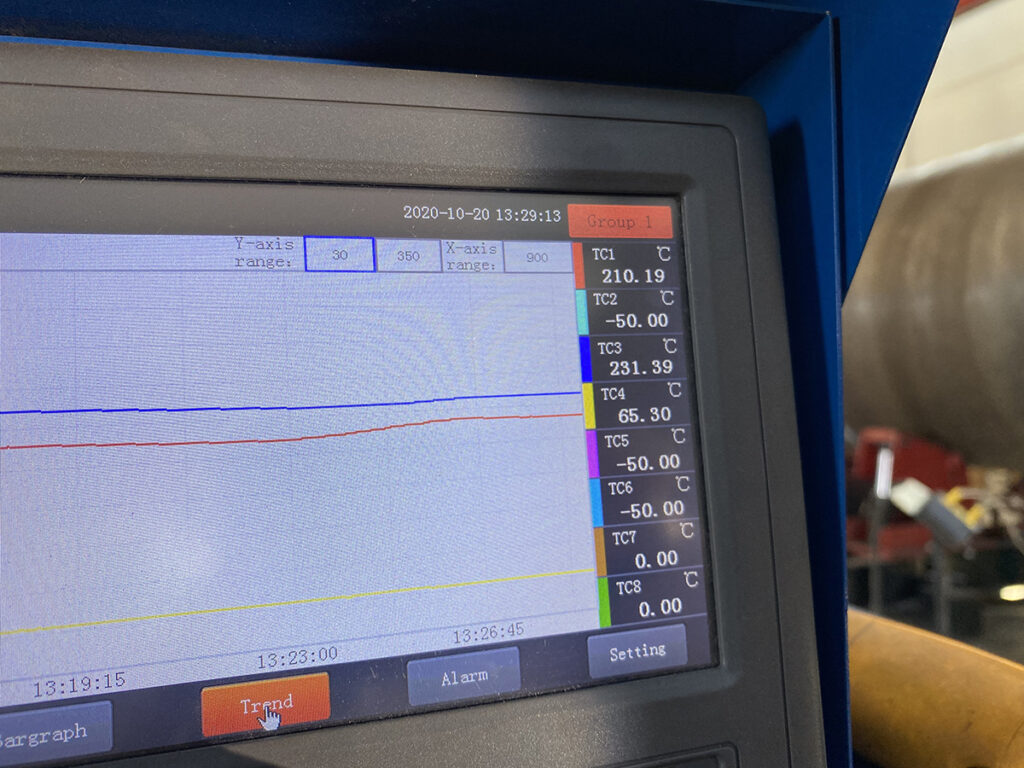
از آنجایی که تجهیزات فرآیند معمولاً مواد را در فشار یا دمای بالا نگه می دارند، اگر به درستی ساخته نشوند می توانند خطرناک باشند. لذا بازرسی های منظم بخش مهمی از فرآیند ساخت چنین تجهیزاتی است که به آشکار شدن مشکلات احتمالی قبل از بروز آن کمک می کند.