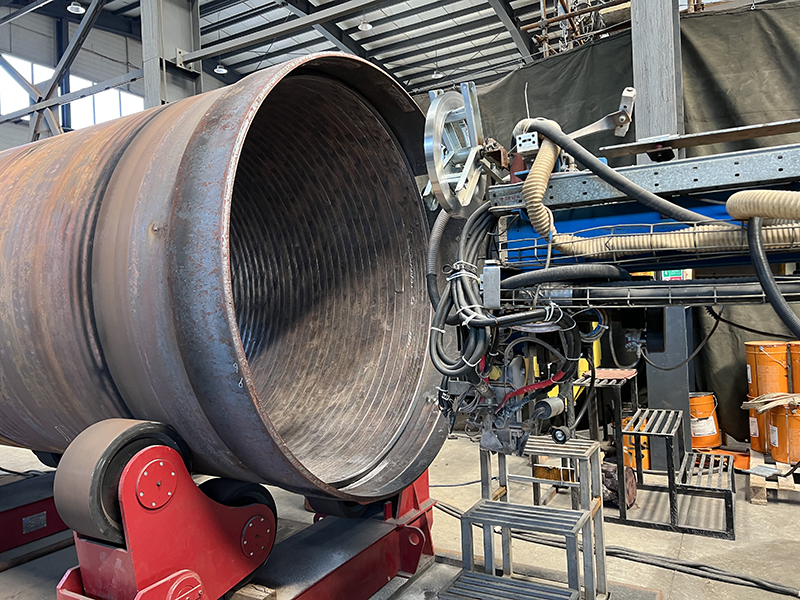
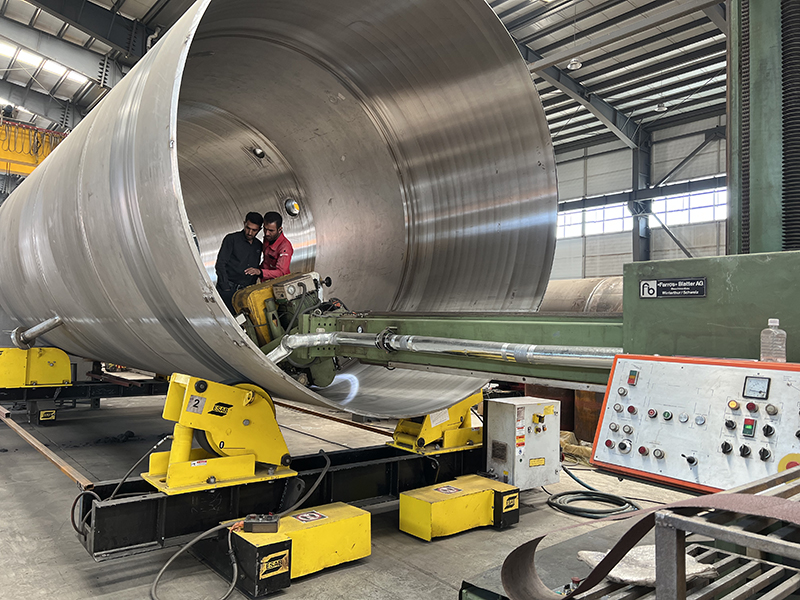
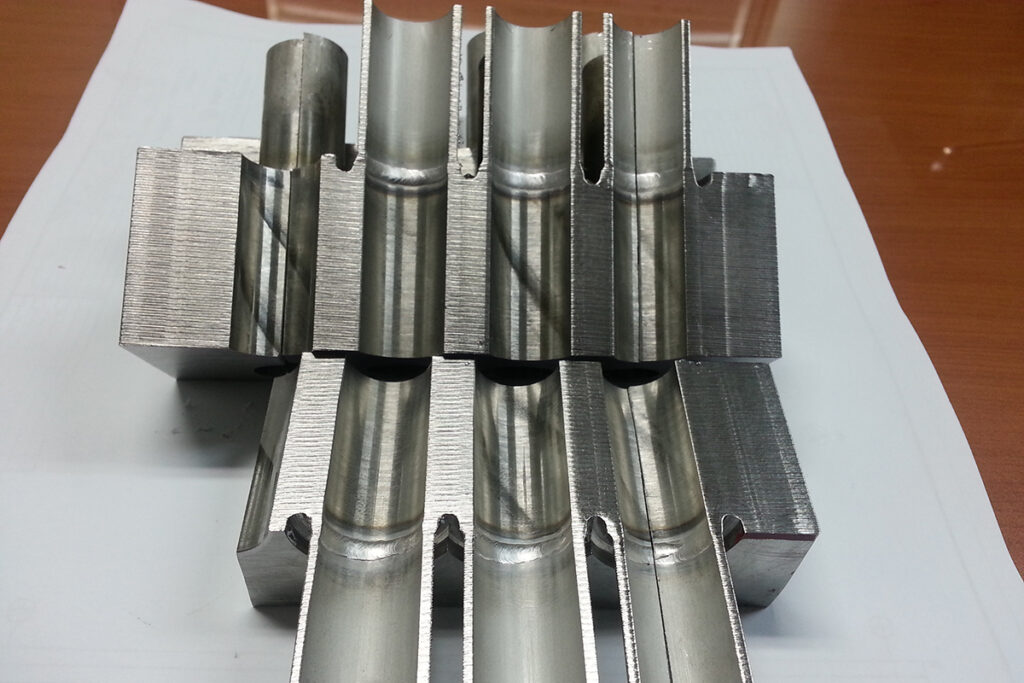
امکانات ساخت چند منظوره شرکت فرنیکان، این اطمینان را تضمین می نماید که ساخت تجهیزات مطابق با رویه های استاندارد و نیز نیازها و الزامات مشتری انجام شده و تحویل می گردد. امکانات ساخت و تولید ما راه حل های جامعی را از اولین مراحل ساخت نظیر برش، نورد، جوشکاری و مونتاژ ارائه می دهد و می تواند مشتریان را در طیف گسترده ای از صنایع، از ساخت سازه های ساده گرفته تا تقریباً هرگونه تجهیزات تحت فشار با طرح و ترکیب خاص ساخته شده با مواد مختلف، پذیرا باشد. همه این قابلیتها و خدمات توسط برنامههای کنترل کیفیت قوی داخلی پشتیبانی میشوند. برخی فعالیتهای ساخت عبارتند از:
- پیش ساخت قطعات
- جوشکاری
- مونتاژ
- عملیات حرارتی
- تست
- رنگامیزی و تحویل